 Садовая техника на
Садовая техника на  Всё для освещения на
Всё для освещения на - Вы здесь:
-
Главная

-
сварочные аппараты
-
аппараты для автосервиса
-
сварочные полуавтоматы (MIG-MAG) для СТО
- Сварочный полуавтомат SAGGIO MIG 200-S DP LCD PFC
Сварочный полуавтомат SAGGIO MIG 200-S DP LCD PFC









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Сварочный полуавтомат FOXWELD SAGGIO MIG 200-S DP LCD PFC — это многофункциональный аппарат с цифровым управлением, который позволяет производить процессы электродуговой сварки в режимах MIG/MAG, MIG PULSE, MIG DOUBLE PULSE, TIG LIFT и MMA. Наличие жидкокристаллического дисплея облегчает процесс настройки аппарата, тем самым позволяя оптимизировать рабочее время. Система коррекции коэффициента мощности PFC (Power Factor Correction) обеспечивает экономию энергии и широкий диапазон входного напряжения. Синергетическое управление в режиме полуавтоматической сварки дает возможность систематизировать все сварочные параметры, осуществляя регулировку лишь одного из них. SAGGIO MIG 200-S DP LCD PFC имеет импульсные режимы процесса полуавтоматической сварки MIG/MAG. Импульсный режим сварки позволяет получить управляемый перенос материала без разбрызгивания и с высокой концентрацией сварочной дуги, что повышает производительность процесса сварки и качество сварного шва. С помощью режима «Двойной импульс» можно получить сварные швы уровня аргонодуговой сварки за счёт контролируемого тепловложения в свариваемый металл.
РЕЖИМ DOUBLE PULSE
При двойном импульсе скорость подачи проволоки меняется во время сварки в соответствии с заданными параметрами. Режим DOUBLE PULSE идеален для сварки нержавеющей стали и алюминия (также благодаря очищающему воздействию быстрых фронтов переключения), особенно тонких листов, на которых можно добиться уровня качества, равного аргонодуговой сварке (TIG), при этом производительность будет более высокой. В режиме DOUBLE PULSE можно регулировать длительность тока импульса и тока паузы, что позволяет дополнительно управлять внешним видом шва и уменьшать зону термического влияния. Сварка в режиме DOUBLE PULSE упрощает процесс сварки алюминия и его сплавов, а также нержавеющих сталей, обеспечивая высокий уровень надежности соединения. 
СИНЕРГЕТИЧЕСКИЙ РЕЖИМ УПРАВЛЕНИЯ
Режим синергетики позволяет сэкономить время и получить качественное сварное соединение даже новичку, так как основные параметры подбираются автоматически с возможностью тонкой ручной подстройки сварочного процесса. 
ФУНКЦИЯ PFC
Функция корректора коэффициента мощности PFC (Power Factor Correction) идеально подходит для работы в плохих сетях (падение мощности, большие удлинители) и при подключении к генератору. Использование блока PFC в сварочных аппаратах обеспечивает стабильную работу при напряжении питающей сети от 160В до 280В, уменьшает потребление электроэнергии до 25%, снижает требования к площади поперечного сечения кабелей питания, уменьшает внесение помех в сеть питания. 
ИНФОРМАТИВНАЯ ПАНЕЛЬ УПРАВЛЕНИЯ
Удобная настройка режимов сварки с помощью информативной панели управления и LCD экрана. В аппарате большое количество функций и опций, которые настраиваются с помощью специальных кнопок. На цифровом дисплее отображаются параметры сварочного тока и напряжения, режимы сварки. 
СОХРАНЕНИЕ ПРОГРАММ
Наличие ячеек памяти позволяет сохранять настройки установленных параметров сварки, часто повторяемых задач и воспроизводить их при необходимости, что значительно сокращает время наладки оборудования.Преимущества:
- Большой LCD-дисплей для комфортной настройки значений параметров и функций процессов сварки
- Система PFC, позволяющая снизить полную потребляемую мощность за счёт исключения реактивной мощности
- Синергетическое управление даёт возможность настроить и систематизировать все сварочные параметры, регулируя лишь толщину свариваемого металла
- 10 ячеек памяти для сохранения индивидуальных режимов сварки
РЕЖИМЫ КНОПКИ ГОРЕЛКИ
• РЕЖИМ 2ТПри 2-х тактном режиме сварщик самостоятельно контролирует процесс сварки. При нажатии кнопки на горелке начинается цикл сварки, при отпускании-заканчивается. Подходит для сварки коротких швов.
• РЕЖИМ 4Т
При 4-х тактном режиме, наоборот, не требуется длительного удержания кнопки на горелке, что существенно облегчает сварку длинных швов. При кратковременном нажатии кнопки на горелке начинается сварочный процесс, при повторном кратковременном нажатии - заканчивается.
• СПЕЦИАЛЬНЫЙ РЕЖИМ S2T
Многоуровневый режим сварки. Специальный двухтактный режим с возможностью установки стартового тока и его длительности по времени. В режимах «MIG Pulse» и «MIG Dual Pulse» есть возможность скорректировать напряжение стартового тока.
• СПЕЦИАЛЬНЫЙ РЕЖИМ S4T
Многоуровневый режим сварки. Специальный четырехтактный режим с возможностью установки стартового и тока заварки кратера, а также корректировка напряжения для этих токов. При кратковременных нажатиях реализуется ток разной мощности.
• РЕЖИМ СВАРКИ ПО ВРЕМЕНИ «SPOT»»
Режим сварки по времени (точечный режим) позволяет установить время горения сварочной дуги для получения сварных швов одинакового размера.
РЕЖИМ MIG/MAG
диаметр сварочной проволоки: 0,6 / 0,8 / 0,9 / 1,0 / 1,2;возможность выбора диаметра проволоки;
возможность выбора типа защитного газа;
диапазон регулировки сварочного тока 25 - 200 А
ПАРАМЕТРЫ РУЧНОЙ ДУГОВОЙ СВАРКИ ММА
• HOT START (Горячий старт) позволяет регулировать кратковременное повышение величины сварочного тока в начальный момент процесса, по сравнению с установленной величиной, для облегчения зажигания дуги. Устанавливается в процентах от основного сварочного тока.• НОТ START TIME (время горячего старта) позволяет регулировать кратковременное повышение величины сварочного тока в начальный момент процесса, по сравнению с установленной величиной, для облегчения зажигания дуги. Устанавливается в процентах от основного сварочного тока.
• ARC FORCE (Форсаж дуги) позволяет стабилизировать процесс сварки при небольшой длине дуги, препятствуя при этом привариванию сварочного электрода.
Применение:





| Серия | SAGGIO |
| Процесс сварки | MIG/MAG |
| Дополнительные процессы сварки | MIG Pulse, MIG Double Pulse, TIG LIFT, MMA |
| Напряжение питающей сети, В | 230±15% |
| Диапазон сварочного тока MIG/MAG, А | 25 - 200 |
| Диаметр электрода MMA, мм | 1,6 / 2,0 / 2,5 / 3,2 / 4,0 / 5,0 |
| Диаметр проволоки, мм | 0,6 / 0,8 / 0,9 / 1,0 / 1,2 |
| Диаметр вольфрамового электрода TIG, мм | 1,0 / 1,6 / 2,0 / 2,4 |
| Активная максимальная потребляемая мощность ММА, кВт | 7,0 |
| Активная максимальная потребляемая мощность MIG/MAG, кВт | 5.9 |
| Активная максимальная потребляемая мощность TIG, кВт | 4.8 |
| Напряжение холостого хода, В | 65 |
| Диапазон сварочного тока MMA, А | 10 - 200 |
| Диапазон сварочного тока TIG, А | 10 - 200 |
| ПВ при максимальном токе (40 °C) ММА, % | 40 |
| ПВ при максимальном токе (40 °C) MIG/MAG, % | 40 |
| ПВ при максимальном токе (40 °C) TIG, % | 40 |
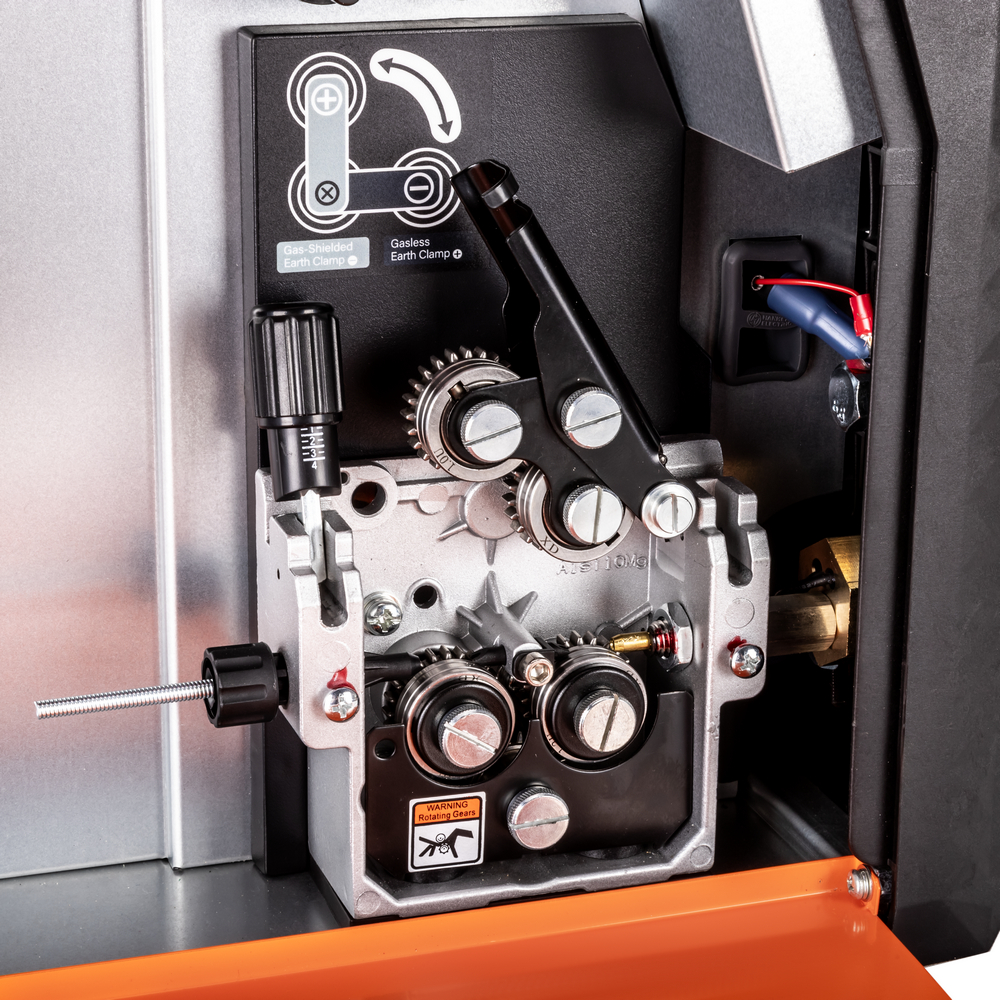
| Количество роликов МП | 4 |
| Количество ведущих роликов привода МП | 4 |
| Режим TIG LIFT | да |
| Функция Antisticking (Антизалипание) | да |
| Функция Hot Start (Горячий старт) | да |
| Функция Arc Force (Форсаж дуги) | да |
| Режим протяжки проволоки | да |
| Режим управления горелки 2Т | да |
| Режим управления горелки 4T | да |
| Режим управления горелки SP2T | да |
| Режим управления горелки SP4T (2-х уровневый) | да |
| Режим управления горелки SPOT | да |
| Регулировка индуктивности | да |
| Режим MIG Pulse | да |
| Режим MIG Double Pulse | да |
| Синергетическое управление | да |
| Сохранение программ | да |
| Наличие дисплея | да |
| Класс защиты | IP23S |
| Габариты источника питания (ДхШхВ), мм | 580х225х425 |
| Вес источника питания, кг | 17.6 |
| Вес товара в упаковке, кг | 20 |
| Габариты упаковки ДхШхВ, мм | 700x287x510 |
| Гарантия, мес. | 60 |
| Страна производства | КНР |